
Velg først riktig oppvarmingsenhet
Å fjerne plasten som er festet på skruen ved brann eller steking er den vanligste og mest effektive metoden for plastbehandlingsenheter, men acetylenflamme bør aldri brukes til å rense skruen.
Riktig og effektiv metode: bruk en blåselampe umiddelbart etter at skruen er brukt til rengjøring.Fordi skruen har varme under bearbeiding, er varmefordelingen til skruen fortsatt jevn.

For det andre, velg riktig rengjøringsmiddel
Det finnes mange typer skrurensere (skruerengjøringsmaterialer) på markedet, hvorav de fleste er dyre og har ulik effekt.Plastforedlingsbedrifter kan bruke forskjellige harpikser til å lage skrurengjøringsmaterialer i henhold til deres egne produksjonsforhold.
For det tredje, velg riktig rengjøringsmetode
Det første trinnet i rengjøring av skruen er å slå av fôringsinnsatsen, det vil si å lukke fôringsporten i bunnen av beholderen;Reduser deretter skruhastigheten til 15-25r/min og hold denne hastigheten til smeltestrømmen foran på dysen slutter å strømme.Temperaturen på alle varmesonene i fatet bør settes til 200°C.Så snart tønnen når denne temperaturen, begynner rengjøringen.
Avhengig av ekstruderingsprosessen (dysen må kanskje fjernes for å redusere risikoen for for høyt trykk i frontenden av ekstruderen), må rengjøring utføres av én person: operatøren observerer skruhastigheten og dreiemomentet fra kontrollpanelet, mens du observerer ekstruderingstrykket for å sikre at systemtrykket ikke er for høyt.Under hele prosessen bør skruhastigheten holdes innenfor 20r/min.I applikasjoner med lavtrykksdyser, ikke fjern dysen for rengjøring i utgangspunktet.Når ekstruderingen er fullstendig omdannet fra prosessharpiksen til renseharpiksen, stoppes dysen og fjernes, og deretter startes skruen på nytt (innen 10 r/min) for å la gjenværende renseharpiks strømme ut.

For det fjerde, velg de riktige rengjøringsverktøyene
Riktig verktøy og rengjøringsmidler bør inkludere: varmebestandige hansker, vernebriller, kobberskraper, kobberbørster, kobbertrådnett, stearinsyre, elektriske bor, tønnelinjaler, bomullsklut.
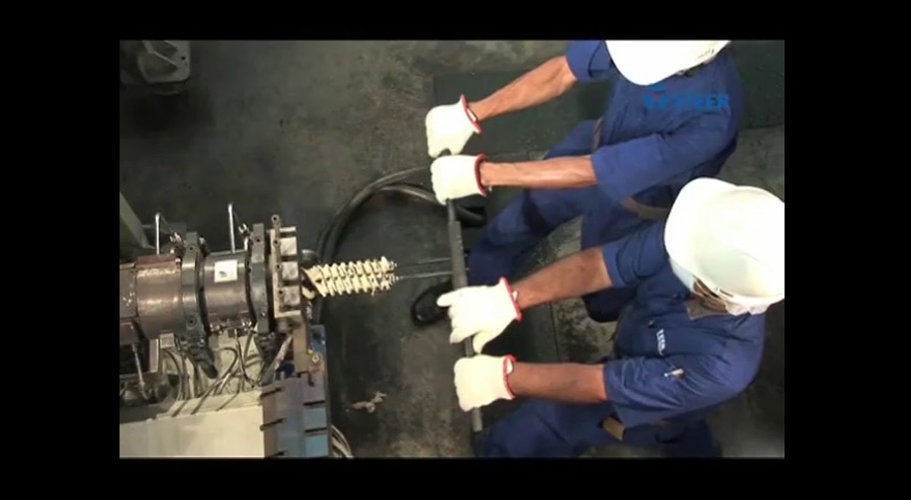
Når renseharpiksen slutter å ekstrudere, kan skruen trekkes ut av enheten.For skruer med kjølesystem, fjern slangeledningen og svingkoblingen før du starter skrueavtrekksanordningen, som kan festes til girkassen.Bruk skrueuttrekksanordningen til å skyve skruen fremover, og synliggjør posisjonen til 4-5 skruer for rengjøring.
Renseharpiksen på skruen kan rengjøres med en kobberskrape og kobberbørste.Etter at renseharpiksen på den synlige skruen er rengjort, skyves enheten frem 4-5 skruer ved hjelp av skrueavtrekksanordningen og fortsetter rengjøringen.Dette ble gjentatt og til slutt ble det meste av skruen skjøvet ut av løpet.
Når det meste av renseharpiksen er fjernet, dryss litt stearinsyre på skruen;Bruk deretter kobbertrådnetting for å fjerne gjenværende rester, og etter at hele skruen er polert med kobbertrådnetting, bruk bomullsklut til den siste tørken.Hvis skruen må reddes, bør et lag med fett påføres overflaten for å forhindre rust.

Rengjøring av tønnen er mye enklere enn å rense skruen, men det er også veldig viktig.
1. Når du forbereder rengjøring av tønnen, er tønnetemperaturen også satt til 200°C;
2. Skru den runde stålbørsten til borerøret og den elektriske drillen i rengjøringsverktøy, og pakk deretter stålbørsten med kobbertrådnetting;
3. Før du setter rengjøringsverktøyet inn i tønnen, dryss litt stearinsyre i tønnen, eller dryss stearinsyre på kobbertrådnettet til rengjøringsverktøyet;
4. Etter at kobbertrådnettet kommer inn i tønnen, start den elektriske drillen for å rotere den, og få den kunstig til å bevege seg frem og tilbake til denne forover- og bakoverbevegelsen ikke blir noen motstand;
5. Etter at kobbertrådnettet er fjernet fra tønnen, bruk en haug med bomullsklut til å tørke frem og tilbake i tønnen for å fjerne eventuell rengjøringsharpiks eller fettsyrerester;Etter flere slike frem- og tilbaketørkinger er rengjøringen av tønnen fullført.Den grundig rengjorte skruen og tønnen er klare for neste produksjon!

Innleggstid: 16. mars 2023